





2017-11-28
思言
中国木门网
49601
近年来,由于我国城镇化步伐的加快及房地产行业的高速发展,木门行业的发展十分迅速。
目前市场上的木门按照材料进行分类可分为实木门、实木复合门、木质复合门等几大类。其中实木复合门又因其节约成本,造型丰富的特点而受到市场大众的追捧。
实木复合门生产工艺流程图
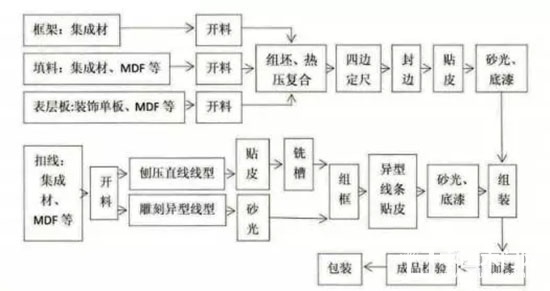
我们通过生产流程图就可以看出来生产实木复合门可是很消耗人力、物力、财力的,然而当我们有了下面的自动化机械之后,这些通通都是little case!很多流程通过一台高效的自动化机器就可以完成。
让我们通过以下几个工段来了解自动化的厉害之处吧!
压贴工段
在传统的生产模式中我们的固定思路是下面这样的:
涂胶量适宜,涂胶均匀。可以用涂胶机或胶辊进行涂胶,涂胶过程中控制好涂胶量。

适宜的热压温度。使用热压机并且保证压机的上下压板温度一致,使门扇两面温度相同且均匀上升。

每个工序都需要一种相关的机器设备,并且连接两个工序只能依靠工人的人工搬运。人工不仅效率低下,还增加了成本。
小编看到都感到心塞,忍不住为工厂的发展担忧!
让我们通过下面的视频来了解下压贴工段是如何实现自动化的吧。
封边工段
封边时,需先启动封边机对热融胶进行加热,并根据室内温度调节热融胶融化的温度。
室内温度为25℃时,热融胶融化的温度为180~190℃;
室内温度为5℃以下时,热融胶融化的温度为200 - 210℃。
之后更换好封边刀具,调节封边机的进料厚度和速度;按照封边板件的宽度调节支撑架的距离,使其超过封边板件宽度的二分之一处。

待热融胶完全融化后启动封边输送程序,进行首件测试,首件测试需达到以下几点才算合格:
产品的表面不得有压痕、划花、碰伤等现象;
修边平直,棱角较柔和,不得有毛刺;
封边条不得凸出平面;
板件的封边交接处要平滑,不得有接缝或重叠现象;
封边条边缘不得有胶水溢出,不得有胶线或黑线;
封边面涂胶均匀,粘合牢固。

看到上面的严格的标准小编就想到了一句话“活着不好吗,何必呢?”
如今大多数工厂的生产模式都是像下面这样的,

在这个日新月异的时代,显然这些已经不合时宜,而且人工很多时候并不能保证质量。
封边作为门板生产的门面工程,是以高标准著称的。然而面对高标准,自动化总是能够做到更高标准。让我们通过视频来欣赏一下高质量的自动化封边工艺流程。
镂铣工段
在门扇表面的密度板上通常要进行平雕或将雕刻件胶钉至门扇上来提高门扇的美观度,丰富其造型。
雕刻出来的产品形状要与图纸相符,浮雕产品要求深度误差≤l mm,平雕产品要求尺寸误差≤2mm;浮雕刻上的每一根线条和花纹不得有破损、掉角、漏雕等缺陷,平雕产品雕刻边缘不得有爆边、毛刺、刀痕等现象,透雕的产品背面不得有起毛现象。
同样是一眼能看到的外观表现,镂铣相较于封边对机械的精度和灵活度提出了更高的要求,自动化就是让这些看似困难的事情都变的简单起来。
随着近些年机械制造及自动化技术的快速发展,目前机械制造及自动化技术已经相对成熟,在装备制造业中发挥的作用日益突出......
15811192007


关注公众号





 产品资讯
产品资讯 知识百科
知识百科 行业品牌
行业品牌 经营加盟
经营加盟 企业专题
企业专题 行业展会
行业展会 木门周边
木门周边 考察工厂
考察工厂